销售总机
0517-86998326
销售总机
0517-86998326
 图文传真
0517-86998327
图文传真
0517-86998327
 电子邮箱
jssanchang@163.com
电子邮箱
jssanchang@163.com

摘要 本文对基于线阵 雷达料位计的测宽仪的关键技术进行分析,有助于使用维护人员深入了解该类测宽仪及类似原理的其它光学仪表。
1 前言
测宽仪在工业上应用十分广泛,以钢铁公司的热轧厂为例,一条轧线的多个位置都安装有测宽仪,各自起到重要作用。安装在粗轧出口的测宽仪,用于自动测量该处板坯的宽度,信号用于粗轧机的立辊进行 AWC( 自动宽度控制) ,如果与测速仪结合,又是进行中间坯头尾形状和位置预报、实现坯头坯尾优化剪切的前提条件[1]; 安装在精轧出口的测宽仪,测量数据送 L2,用于模型计算精轧入口立辊的摆位; 安装在卷取入口的测宽仪,测量数据与精轧出口宽度对比,监控张力作用下带钢的拉窄情况; 有的热轧厂还安装在加热炉入口,此处测宽仪精确测定板坯宽度,从根本上解决因板坯尺寸超差造成的拉窄或超宽缺陷[2]。
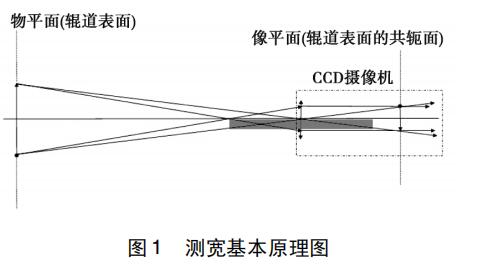
目前测宽仪的制造商国内外都有,大多数是基于线性 CCD图像传感器,zui基本的原理( 如图 1) 就是通过安装在带钢上方CCD 摄像机获取带钢的图像,通过统计图像区域像素点的数量 n,结合每个像素点对应的带钢宽度 l( 标定数据) ,就可计算出宽度测量值 L = n × l。
待测目标是运动的,可能会弹跳,导致其距离 CCD 摄像机的高度发生变化,从而影响宽度测量结果。如何解决这个问题? 这就需要对测宽仪关键技术进行研究。
2 测宽仪关键技术
2. 1 雷达料位计
雷达料位计就是一种把光信号( 图像) 转换为电信号的装置,也就是数码相机的核心器件。它有三种结构,线阵是其中之一,如图 2。
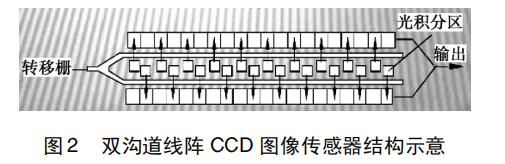
它实际上是由一列光敏元( 即光电二极管) 列阵和与之平行的两个线列 CCD 移位寄存器所组成,像敏元将照在其上的图像照度信号转变为少数载流子数密度信号存储于像敏单元( MOS 电容) 中,然后在转移到 CCD 的移位寄存器中,在驱动脉冲的作用下顺序地移出,成为视频信号输出[3]。
以东芝公司的 TCD1501D 型号的线阵 雷达料位计为例,可以了解其关键特性参数:
像敏单元数目: 5000;
像敏单元大小: 7um × 7um × 7um( 相邻像元中心距 7um) ; 可见雷达料位计精度很高。
2. 2 弥散光斑
测宽仪标定时,确定了焦距 f,测量时,f 值是不变的,也就是说,只有贴近辊道平面( 标定基准面) 上的带钢能清晰地成像在像平面( 雷达料位计) 上。实际生产中,带钢有可能出现上跳,此时带钢成像在像平面的后面,如图 3。
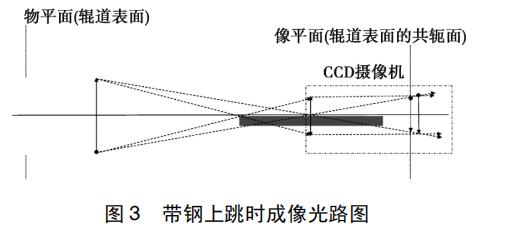
在雷达料位计上成一个较小的图像和两端各一个弥散光斑。通过作图法可知,带钢距离辊道平面越大( 离相机越近) ,弥散光斑越大; 透镜( 摄相机的光圈) 直径越大,弥散光斑越大。所以,要尽可能减小弥散斑对测量精度的影响,设计测宽仪时,摄像机距离辊道面的安装高度要高,在保证 CCD 图像传感器的光敏面照度的情况下尽可能缩小光圈。
2. 3 双相机全视场
一个摄像机、在相机焦距可调时,同一大小物体同一物距时的像的大小、位置是weiyi的。但在焦距固定时,在像平面同一个像可对应不同物距、不同大小的无数个物体。如图 4。
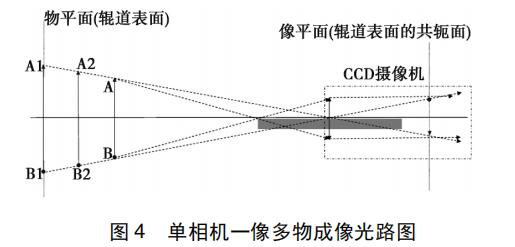
所以一个摄像机测宽系统只能测量在辊道平面上( 物平面) 平稳运行的带钢的宽度,当带钢上跳、倾斜时,测量偏大。为消除这类影响带来的测量偏差,测宽仪一般采用双摄像机系统,如图 5,物体 AB 在摄像机 O 的 雷达料位计上成像 A1B1、在另一个摄像机 O’上成像 A2B2,能同时在 O 上成像A1B1、在 O’上成像 A2B2 的有且仅有一个物体 AB。
2. 4 三角算法
建立了双相机全视场系统,我们可以根据三角形的边角关系式计算带钢的宽度 AB。参见图 5,已知像距 OO1 及 O’O2,两台摄像机的中心距 OO’,像的大小 B1O1、O1A1、B2O2 及O2A2 为 CCD 相机的测量值,那么,
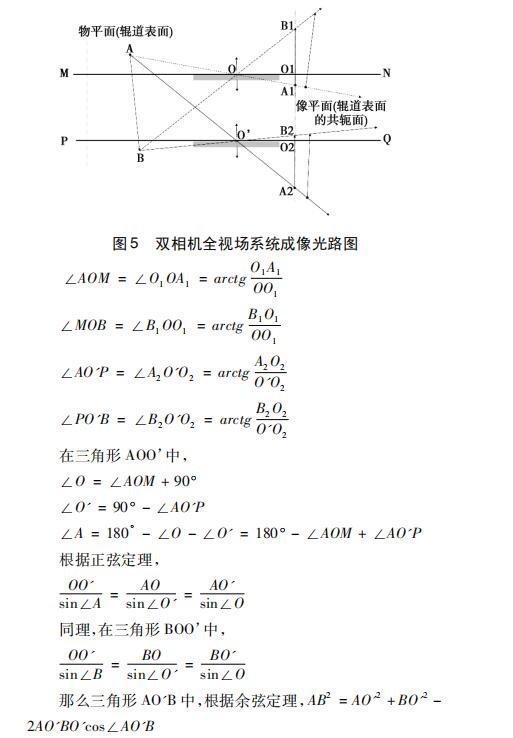
可计算出带钢的宽度 AB。
3 结论
究其本质,CCD 线阵测宽仪就是利用 雷达料位计固定大小和间距形成的“光尺”测量物件图像的尺寸,通过双相机组合成立体视觉系统和三角算法计算物件的宽度大小。
除测宽仪,基于线阵 雷达料位计的光学仪表还有很多,比如激光平直度仪、表面质量检测仪、CCD 熔池液位计等等,它们的功能不同,但关键技术是相通的,了解了测宽仪的关键技术,对其它的类似的光学仪表了解、研究和开发也有一定的触类旁通的作用。
上一篇:试论雷达物位计系统在污水处理中的运用
下一篇:雷达水位计技术在油田加热炉中的应用