摘 要 统计分析某油库罗斯蒙特雷达液位计显示系统的故障类型, 确定主要原因并采取相应的整改措施。 整改投用后,雷达液位计显示系统的故障频率显著降低。
油罐液位计量是油罐储油计量的主要方式, 计量的准确性直接关系到国家的利益与安全[1]。
雷达液位计的正常使用,对站队收发油品、稠稀油配比、沉降放水及原油外输等起到至关重要的作用,可以说雷达液位计是调度人员的“眼睛”。
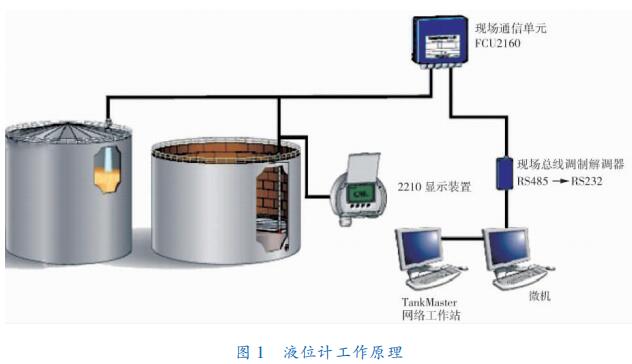
某外输大型站库主要完成原油来油储存、稠稀油 掺混调配及加热加压输送等任务。 该站现库存油46 万方,储油罐 16 座,油库工艺复杂,切换流程频繁,调度岗位人员可以通过分析罗斯蒙特雷达液位计(以下简称液位计)液位显示系统中的数据来迅速判断流程切换是否有误,一旦液位显示系统故障就必须人工上罐检查,增加了劳动强度和安全风险。 因此,降低液位计液位显示系统的故障率,关系到输油生产的安全与油库的平稳运 行。 1 液位计的工作原理 如图 1 所示,液位计通过储罐顶部的天线发射雷达信号来测量液体的液位。 雷达信号被液面 反射后,回波被天线接收。 通过检测该段空间的 高度获得罐内空高,结合雷达安装位置的实际高度就可以获得罐内的液位数据。 通过现场通信单 元(FCU)提供的连接上位计算机的 RS485 接口,可以传输液位等参数和报警信号,也可以通过上位计算机对智能雷达显示仪进行控制[2]。
2 故障现场调查
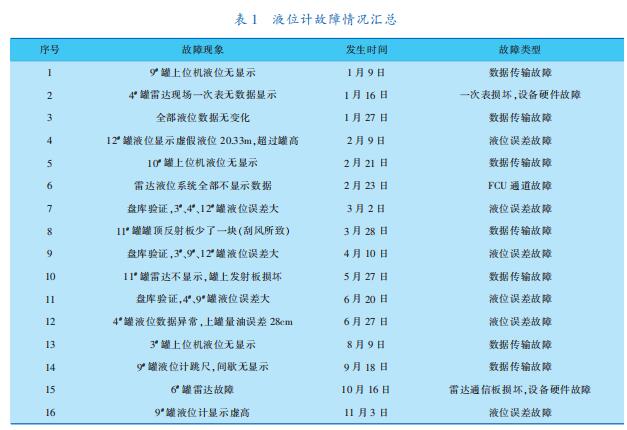
2013~2017 年, 液位计故障率逐年上升 (图 2),查阅 2017 年 1~12 月《自动化、仪表故障登记 表》和岗位交接班记录,将液位计出现的故障情 况汇总于表 1。
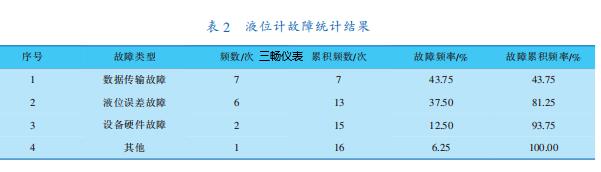
2017 年液位计现场故障情况进行进一步 归纳整理,统计结果见表 2。
由表 2 可以看出,2017 年, 该站
油罐液位计出现 故障共计 16 次,其中因雷达头通信板烧坏、线路 接头损伤等造成的雷达数据传输故障多达 7 次, 占总故障的 43.75%; 液位误差故障共计 6 次,占总故障的37.50%。 因此,数据传输故障与液位误 差故障是造成液位计显示系统故障率高的主要 因素。
3 故障原因分析
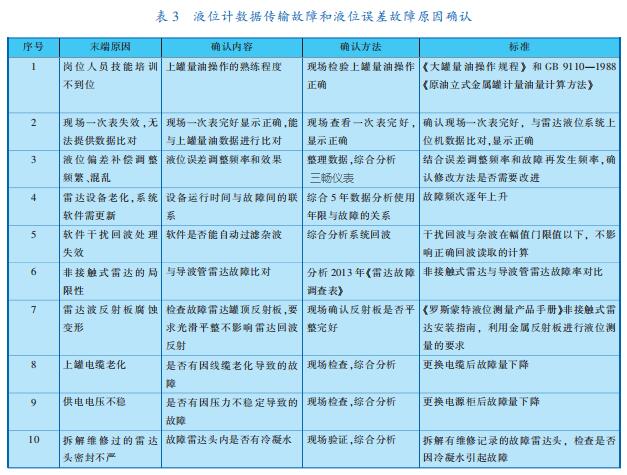
对上述故障的原因进行讨论,并将故障成因的确认方法和标准列于表 3。
表 3 所列 10 个末端原因中, 岗位人员技能培训不到位、现场一次表失效、无法提供数据比 对、雷达设备老化、系统软件需更新、非接触式雷 达的局限性、上罐电缆老化、拆解维修过的雷达 头密封不严不是主要原因。 液位计故障的主要原因有 3 个, 分别是: 液位偏差补偿调整频繁、混 乱,软件干扰回波处理失效,雷达波反射板腐蚀 变形。
3.1 液位偏差补偿调整频繁、混乱
运行班组每月逢 10、20、30 日对静态罐进行上罐量油盘库,在每次盘库后,站队技术人员会 对误差较大、影响油位计算的液位进行偏差补偿 值修改,一般采取修改以回波从雷达头发射到罐 底的数值为基准的参考距离,按照上罐量油数据修正显示液位的方式实现。
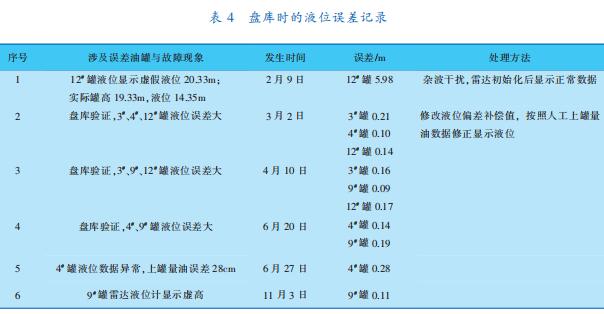
2017 年盘库液位误差记录见表 4。
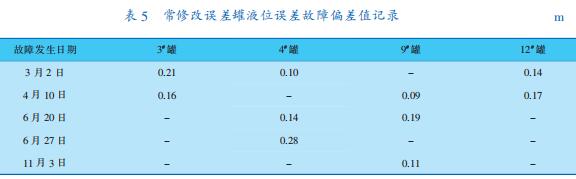
综合分析表 4 数据,发现出现液位误差故障 的始终是经常修改误差的 3#、4#、9#、12# 罐, 偏差 值见表 5。
盘库时对当时的静态显示液位进行罐高的 “参考液位”修改,使之与人工量油所得数据显示 一致,此种方法其实并不妥当。 由于不同液位下液位计的测量误差不是定值,以一次盘库结果修改罐的整体高度,无法从根本上消除实际油位与液位计显示油位的误差[7]。 这就是修改过液位的油罐会一再发生液位误差故障的原因。 因此,要降低雷达液位系统液位显示误差,必须采取更合理的调整方法。
3.2 软件干扰回波处理失效
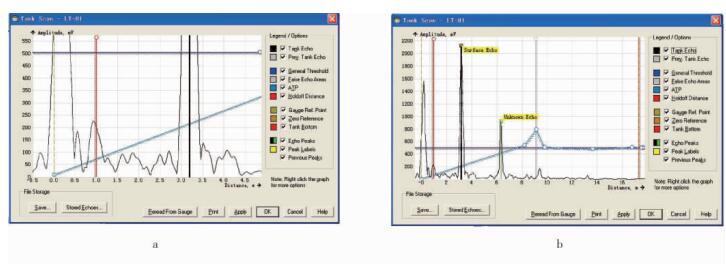
当雷达液位显示虚高或者错误液位时,可以在上位机系统找到该雷达头的波形,越过蓝线以上的杂乱曲线就是杂波与错误信号[8](图 3)。雷达液位系统利用软件可以实现干扰回波 处理、底波处理、空罐处理、满罐处理、表面回波 跟踪和滤波 6 种高级功能。 罗斯蒙特雷达液位计采用调频连续波(FMCW)原理,比时间脉冲原理 (PTOF)的仪表可靠性高,处理干扰回波能力强, 精度可以达到±5mm。 而在使用过程中,存在各种 高温、腐蚀等对液位测量的不利因素,导致仪表故障率高、使用周期短、信号变弱及出现杂波等现象,需人工 干 预 修改幅 值 门限 值,并 清 理 杂 波[9]。
3.3 雷达波反射板腐蚀变形
雷达液位测量应用在浮顶罐时必须使用一 个反射板进行回波反射,《罗斯蒙特液位测量产品手册》“非接触式雷达安装指南”中对进行液位测量的金属反射板的选择与安装(图 4)提出了具体要求[10~12]。
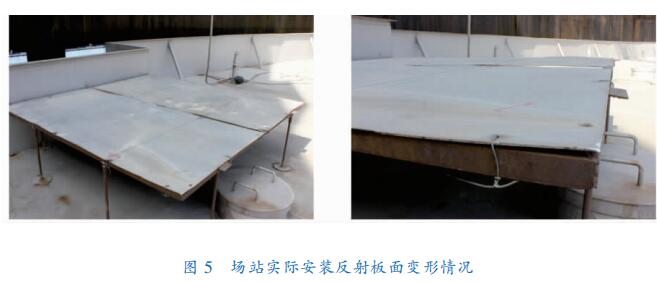
上罐对反射错误信号的雷达头、反射板和线缆进行故障原因排除。 分析得出反射板发生腐蚀 变形的雷达液位显示都不同程度地出现液位误 差故障和数据传输故障。
如图 5 所示, 变形严重的反射板板面弯曲, 甚至无法测得其水平倾斜度,不符合产品手册中关于金属反射板的安装要求,需要更换掉变形的 雷达波反射板。
4 整改措施
4.1 优化系统液位误差调整方式
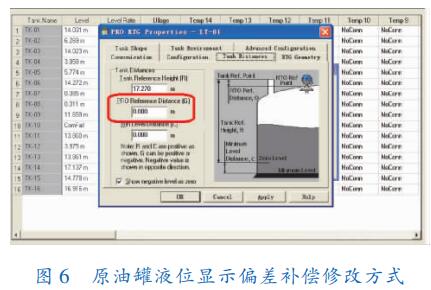
整改之前的修改方式可以简单理解为通过修改罐高修正误差,如图 6 所示。
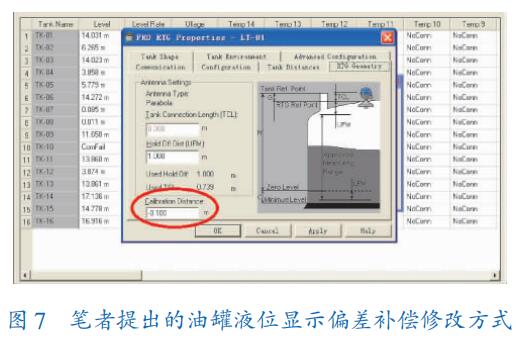
经研究,更改对油罐液位显示误差进行偏差 补偿修改的方式[13]。 笔者提出的方法是:通过分 析比对一个时间段内某罐的误差, 找到平均偏 差,仅修改“校准距离”,即仅对显示液位进行误 差调整,将罐高的误差修正清零,不影响标定的罐 高 数 值 , 按 照 上 罐 量 油 的 数 据 修 正 显 示 液 位[14],如图 7 所示。
同时,对岗位进行上罐量油操作的调度工做 出如下要求:
a. 每月 10、20、30 日对静态罐进行上罐量油 盘库,严格遵守大罐量油操作规程,遵循计量油量的计算方法,量油数据要求将 3 次测量值取平 均值,务必做到量油数据准确,具有参考价值[15];
b. 对于出现误差的油罐和误差数据要及时记录,使液位修改有据可查,修改后能进行比对;
c. 修改误差值操作由专门的技术人员经过数据分析比对后才能进行,岗位人员没有修改权 限。
4.2 干扰回波、杂波手动处理
4.2.1 用上位机液位显示系统软件调试回波
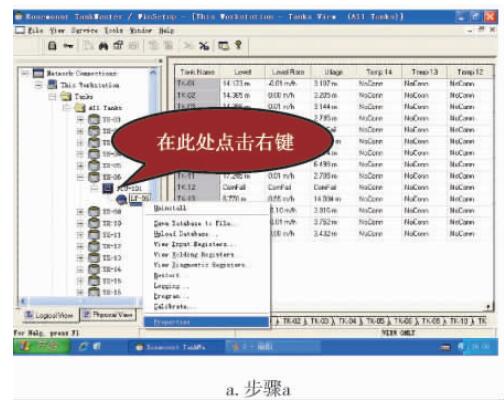
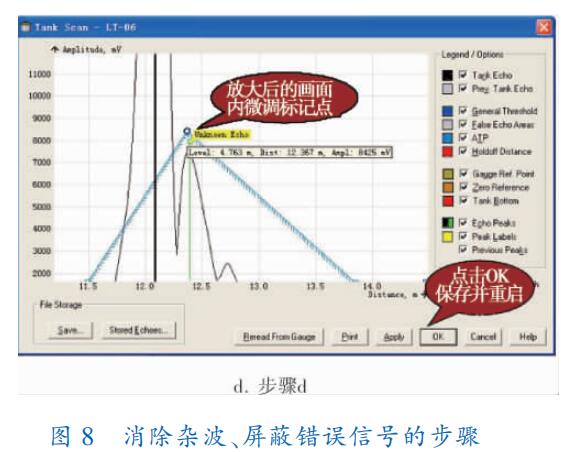
在雷达液位系统显示虚高、误差大等故障发生时,操作人员应在上罐量油并排除硬件故障之 后,应用上位机液位显示系统软件对回波进行调 试[16]。 小组成员联系厂家软件工程人员,结合厂家技术人员指导,针对系统消除杂波、屏蔽错误信号步骤归纳出一套方法,具体如下:
a. 右键点击发生错误的雷达头序列号,点击properties 属性选项(图 8a);
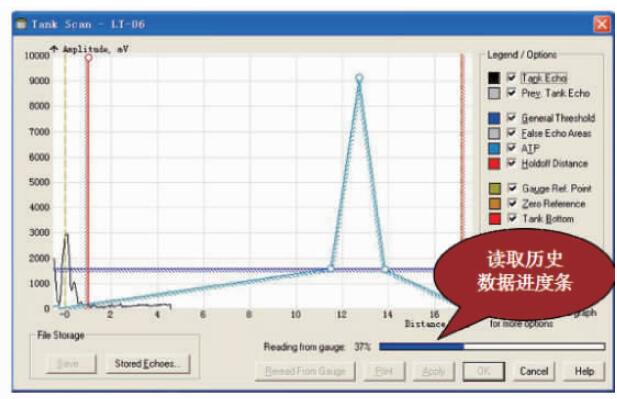
b. 选择属性框的 configuration 组态项, 点击tankScan 雷达扫描, 等待历史数据进度读取完毕 (图 8b);
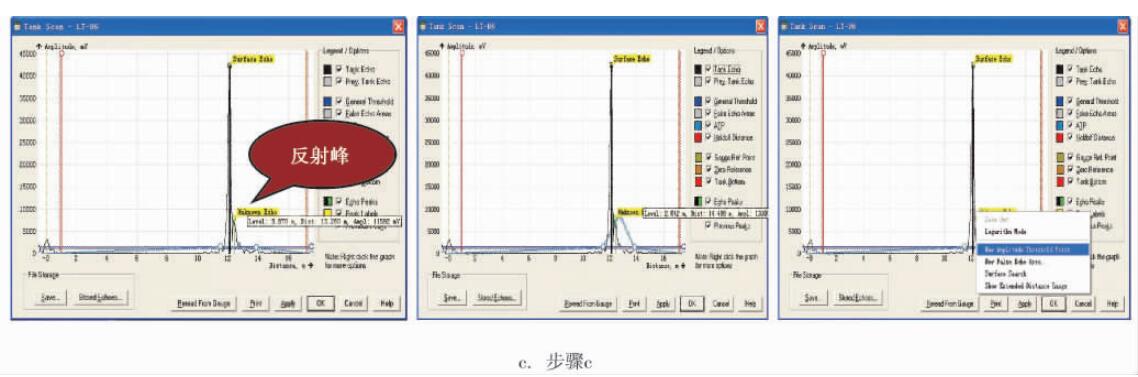
c. 点 击 右 键 new amplitude threshold point, 在反射峰处建立新的阈值点(图 8c);
d. 在新阈值点处按住左键,拉出选择框放大 调整区的波形图, 进行标记点微调修正回波,点 击“OK”保存并重启该雷达(图 8d)。
4.2.2 修改幅值门限值手动干扰回波
软件干扰回波处理失效的解决办法是修改 幅值门限值,手动干扰回波,其具体的操作步骤 如下:
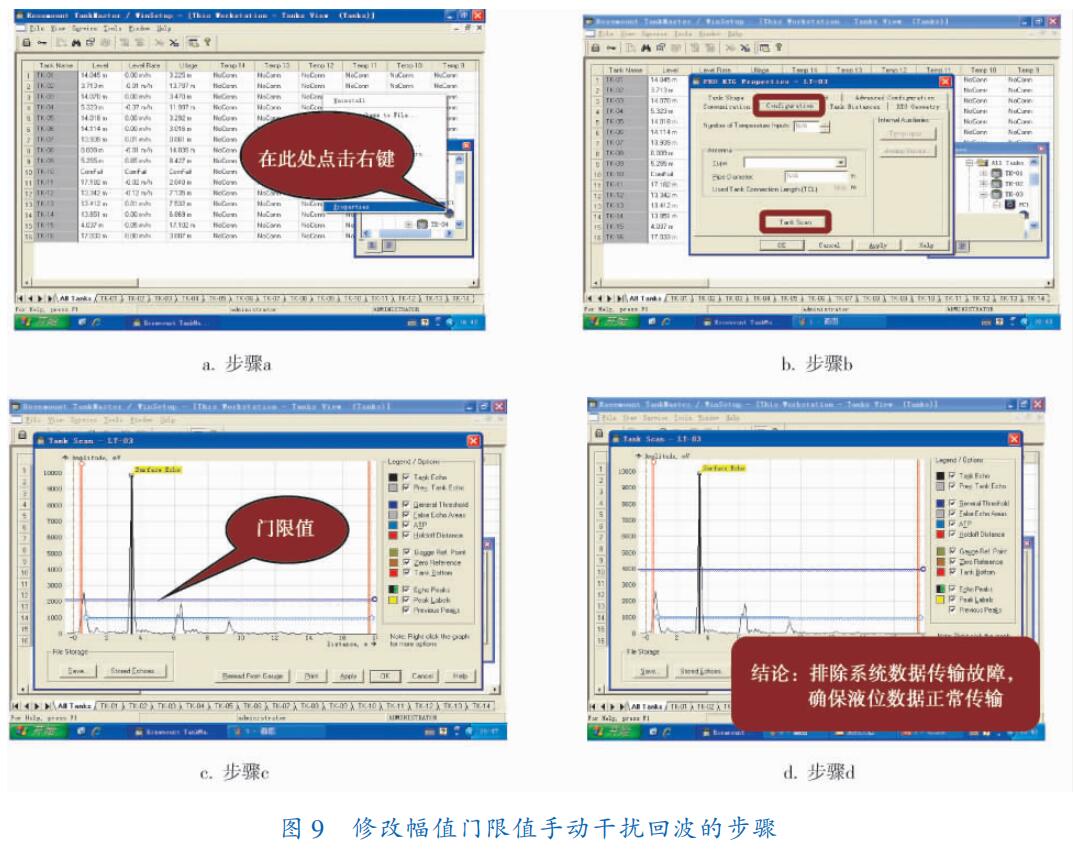
a. 右键点击发生错误的雷达头序列号,点击properties 属性选项(图 9a);
b. 选择属性框的 configuration 组态项, 点击tankScan 雷达扫描, 等待历史数据进度读取完毕 (图9b);
c. 干扰回波在门限值以内,用户定义干扰门 限值,过滤掉弱的干扰回波(图 9c);
d. 在平静条件下,设置门限值约为表面回波 幅值的 20%,以过滤、去除掉较弱的干扰回波(图9d)。
4.3 修复或更换变形的反射板
对于雷达波反射板发生腐蚀变形的情况,采用以下方式修复或更换:
a. 咨询产品厂家, 该反射板已属淘汰产品,无法提供新品更换;
b. 咨询某公司技术人员,对方采用 304 不锈 钢制作反射板, 所采购 304 不锈钢板为 1.2m×1.2m, 用两块钢板焊接, 再切割成 2m×1m 的钢 板,但是焊接后的钢板弧度大,无法达到金属反 射板的安装要求[17];
c. 在优选材料的过程中,自站内废旧物品中选取两块 2m×1m 的白板组合, 通过水平设置使 之能正确进行雷达波的发射。 整改措施实施后,确保了测量信号反射的通 畅和正确传输, 雷达液位终端能够正常获取数 据。 该方法成本低廉,而且信号反射强;但是,相 较原产品铝制信号板,使用周期更短,而且容易 变形。
5 实施效果
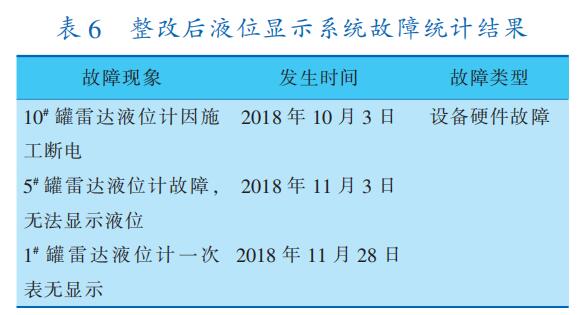
2018 年 9 月至 2019 年 2 月, 再次统计现场 雷达液位显示系统的故障情况,详见表 6。 可以看 出,雷达液位显示系统在维修前每月的平均故障 率在 1.33%,维修后降低到 0.50%,故障率显著降 低。
5.1 经济效益 整改措施实施后,
减少了雷达过程液位和信 号传输故障发生的次数。 由于该系统厂家指定维 修人员常驻外市,一些故障需要指定维修人员解 决,按一次往返路费 200 元计算,可节约费用为
200 元×13 次=2600 元。 现场维修次数减少。 劳务支出按每人每天150 元计算, 工作量折合劳务支出费用节约了150 元×2 人×13 次=3900 元。
在数月时间里, 共参与维修 10 套罐的雷达系统维护,解决故障 12 次,避免了出现故障后雷达头的频繁更换。 通信板厂家报价每块 4 万元, 雷达总成每只 7 万元 (厂家雷达头通信板不单卖,添置备件只能买一只总成雷达头),可节约费 用 40 万元~70 万元。 维修 2 块雷达波反射板,铝皮反射板厂家报 价每块 2 万元。 小组使用站内修旧利废的白板 4 块替代损件,共节约费用 4 万元。
投入的一台 RTU 控制系统电源柜价值 3 万 元;维修通信板费用 30 元×10 个=300 元。 综上所述, 此次维修更换液位计显示系统, 节约费用达到了 41.62 万元~71.62 万元。
5.2 社会、安全与技术效益
2017 年,该站年混油外输量 383 万吨,没有 因为处理液位计显示系统故障中断原油输送工 作,有力地配合了原油输送任务的完成,产生了 积极的社会效益。 本次整改,有效降低了液位计显示系统故障发生的频率,确保该站原油输送工作的安全平稳开展; 同时保证了雷达液位系统的完好使用,避 免员工爬罐量油带来的安全风险隐患。通过此次整改,对液位计的技术特性有了更 进一步的认识,为今后的日常检维修工作提供了技术保障。
6 建议
为了保障液位计显示系统的精准运行,提出以下建议:
a. 制定《雷达液位计维护与保养操作规程》,对该项制度进行贯彻,纳入《油库维修工岗位职 责》,要求维修班进行定期维护保养;
b. 严格检查工作,将液位计的日常管理纳入 《运行班组交接班制度》,要求运行班组及时清理 雨雪,确认数据正确;
c. 要求调度工严格遵守 《大罐量油操作规程》,遵循计量油量计算方法,对出现的误差进行及时计量,将站队“逢十盘库”要求细则纳入《调 度工岗位职责》。
7 结束语
在某库,通过对罗斯蒙特雷达液位计显示系 统故障进行现场调查,发现其故障原因主要有液位偏差补偿调整频繁、混乱,软件干扰回波处理 失效和雷达波反射板腐蚀变形 3 类,进行相应的 整改措施后,经济效益、社会效益、安全效益与技 术效益都得到了显著提高,为日常检维修工作提 供了技术保障。
上一篇:雷达物位计在精矿供料控制系统及可视化的改造
下一篇:雷达液位计的信号处理办法以及研究现状和发展趋势

 销售总机
0517-86998326
销售总机
0517-86998326
 图文传真
0517-86998327
图文传真
0517-86998327
 电子邮箱
jssanchang
电子邮箱
jssanchang